


 8
8
當前位置:上海育仰科教設備有限公司>>技術文章>>數控機床故障設置及排除裝置的探索

數控機床故障設置及排除裝置的探索
數控機床生產效率高、柔性程度好,已在我國機械制造業得到廣泛應用。目前,數控機床加工、編程及操作人員已基本滿足企業需求,但裝調及維修人員卻相對匱乏。數控機床裝調及維修人員需要具備機、電、光一體化的裝調及維修能力。然而,高職院校和社會職業培訓機構在學生和社會人員培訓過程中使用的數控機床裝調實訓臺,裝調效果雖然明顯但不適合維修培訓。因此,研發一種數控機床維修功能裝置嵌入到現有的數控機床裝調實訓臺中,對于維修人員的培養至關重要。
1、總體方案
數控機床故障設置及排除裝置主要解決數控機床電路故障設置及排除和數控機床系統參數設置及排除兩個問題,實現故障設置及排除功能,同時保留學生及其他受訓人員數控維修技能的練習,又避免對數控硬件的破壞。其工作原理為:通過上位機(PC機)界面對數控機床電路及參數進行故障設置,由RS232接口將信號傳輸至數控機床故障設置及排除裝置的控制器,控制器接收信號并控制相關中間繼電器工作,從而斷開數控機床電源電路、系統電路、刀架電路、驅動電路、主軸電路、冷卻電路及急停電路等來完成數控機床電路故障設置,學生及其他受訓人員通過現場檢測診斷并找到相應的故障,使用PC機界面故障恢復功能自動排除數控機床電路故障。數控機床故障設置及排除裝置如圖1 所示。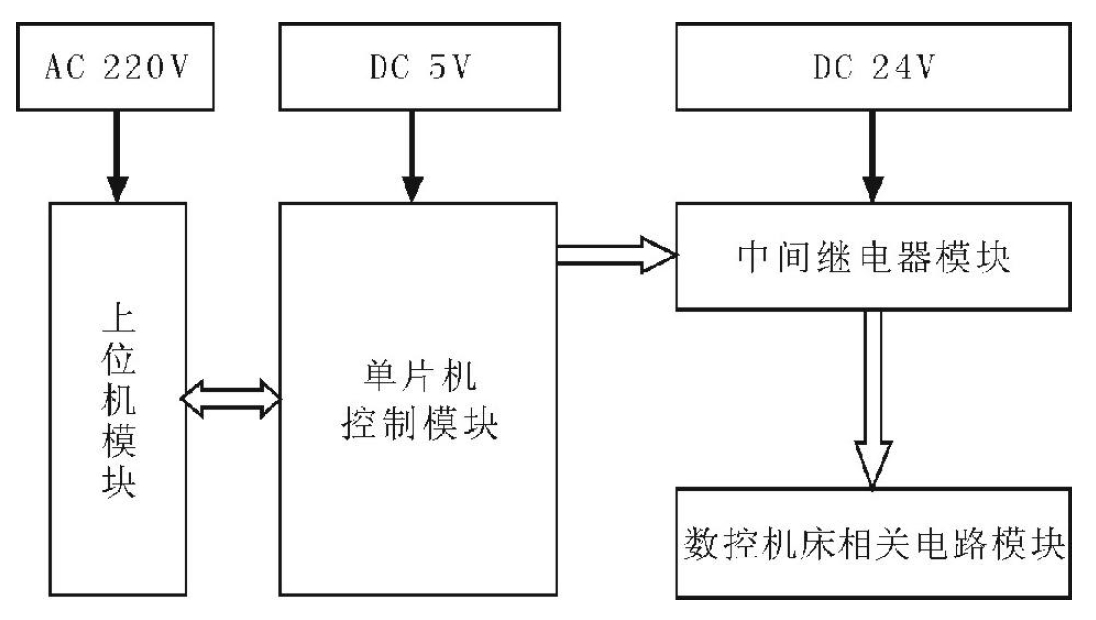
圖1 數控機床故障設置及排除裝置
2、PC機模塊
PC機的串行通信以Microsoft Visual C++ 開發環境為平臺,通過調用Microsoft Visual C++的通信控件(MSComm),綜合運用Windows API通信函數和Microsoft Visual C++的標準通信函數等集成資源來實現。雖然Microsoft Visual C++ 資源豐富,但并不能滿足所有通信需求,需要另外編寫通信軟件來實現PC機的串行通信。PC機串行通信軟件流程如圖2所示。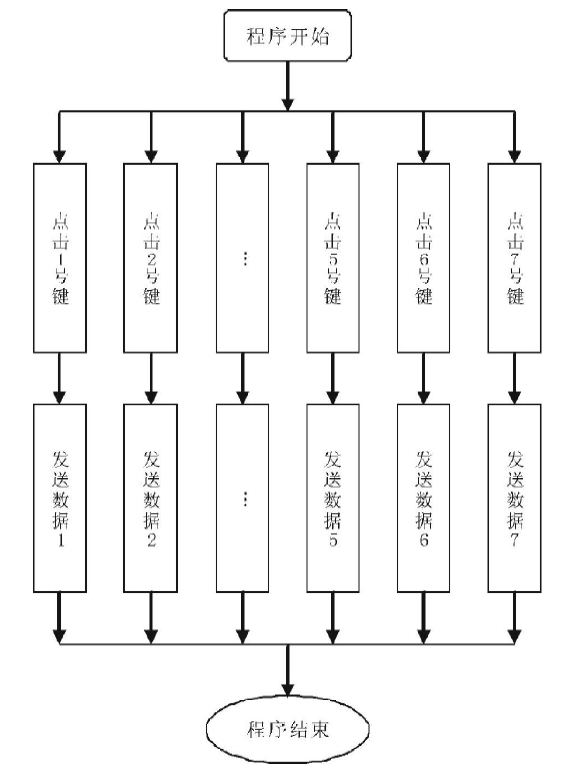
圖2 PC機串行通信軟件流程
由圖2可知,當點擊PC機界面1號鍵后,PC機向單片機發送數據1;當點擊PC機界面2號鍵后,PC機向單片機發送數據2;??當點擊PC機界面5號鍵后,PC機向單片機發送數據5;當點擊PC機界面6號鍵后,PC機向單片機發送數據6;當點擊PC機界面7號鍵后,PC機向單片機發送數據7。其中,數據1控制電源電路通斷繼電器,數據2控制系統電路通斷繼電器??
數據5控制主軸電路通斷繼電器,數據6控制冷卻電路通斷繼電器,數據7控制急停電路通斷繼電器。
3、控制系統硬件電路
控制系統硬件電路由MAX232通信芯片、8051單片機、4N25光電隔離器、75468放大器等組成。其工作原理為:通過MAX232通信芯片接收PC機信號,傳送至8051單片機P3.0、P3.1口線,信號經8051單片機處理后,分別傳送至4N25光電隔離器,后經75468放大器放大信號后,分別控制KA1~KA7中間繼電器線圈,并由KA1~KA7控制數控機床相應電路的通斷,從而實現數控機床故障設置。8501單片機控制系統硬件電路如圖3所示。
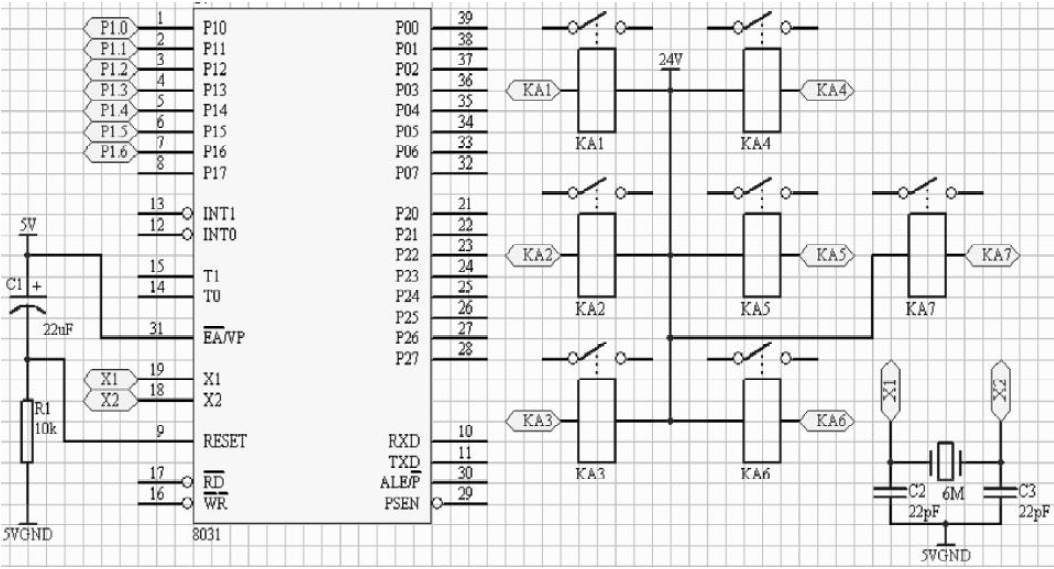
a.硬件電路模塊1
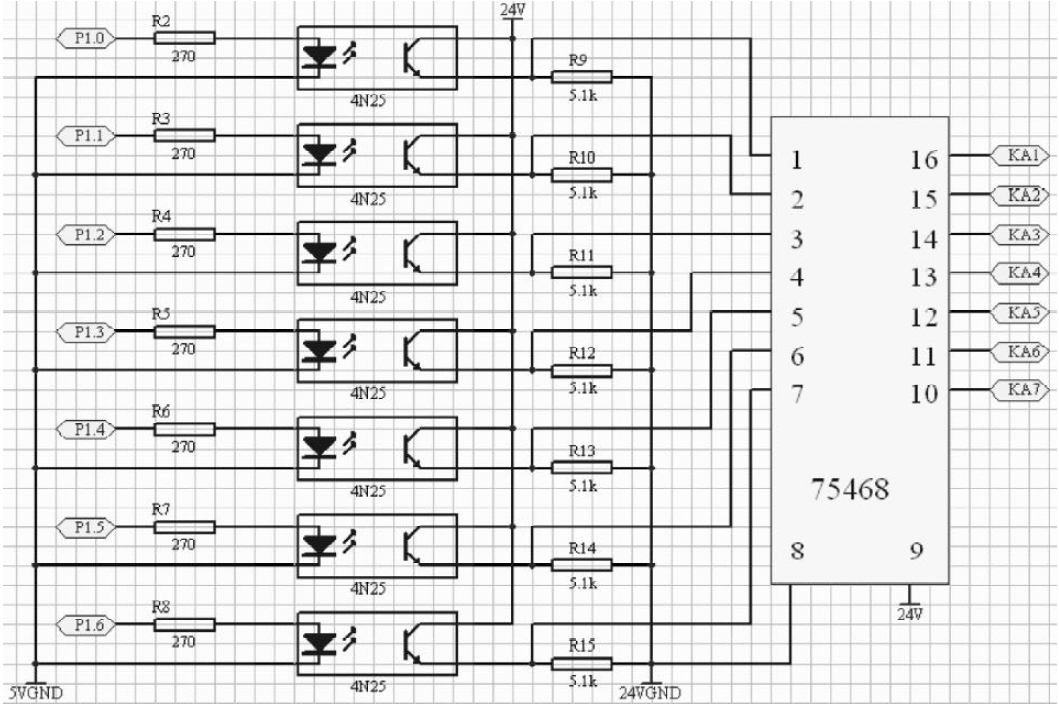
b.硬件電路模塊2
圖3 8501單片機控制系統硬件電路
在控制系統硬件電路中,8501單片機到PC機接口通信電路原理如圖4所示。8051單片機采用6MHZ的晶振頻率,把工作在方式2的定時器T1作為周波發生器,傳輸波特率設為1200,由于串口工作在方式1的原因,串行控制寄存器(SCON)的值設為0x50,電源控制寄存器(PCON)的值設為0 ,定時器方式控制寄存器(TMOD)初值設為0x20,T1初值設為0xe8。
圖4 8501單片機到PC機接口通信電路原理
8501單片機到PC機接口通信軟件流程如圖5所示。由圖5可知,程序開始,對8501單片機串口進行通信初始化(包括對SCON的設置、TMOD及T1的定時初始化、PCON的設置),后接收來至PC機的數據1~7,數據1~7分別控制相應中間繼電器,程序結束。
圖5 8501單片機到PC機接口通信軟件流程
4、實驗
數控機床故障設置及排除裝置設計安裝完成后,對其進行調試和考核。結果表明,該裝置性能良好,運行穩定。數控機床故障設置及排除裝置調試界面和考核界面如圖6~圖7所示。
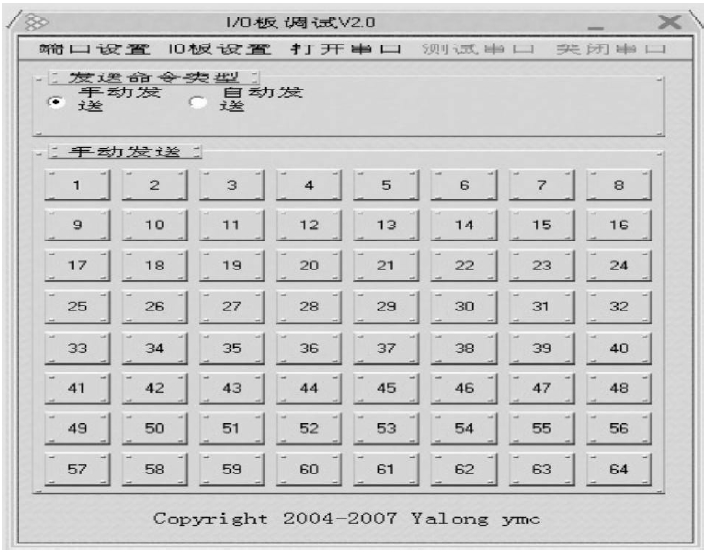
圖6 數控機床故障設置及排除裝置調試界面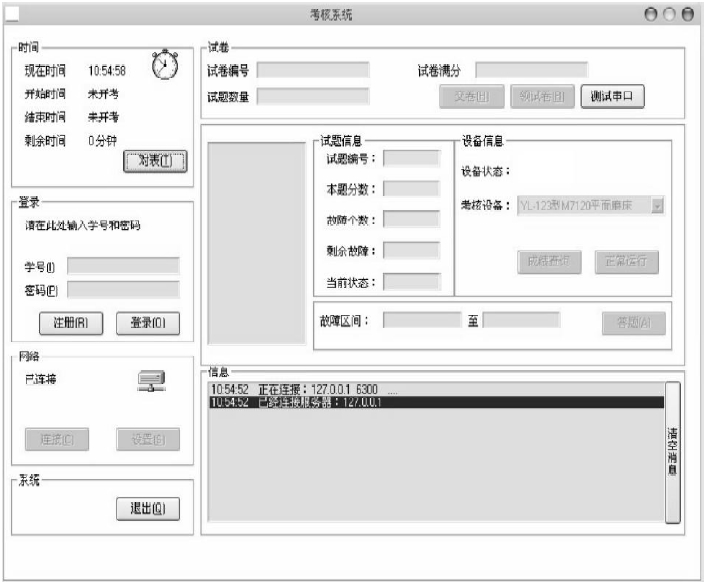
圖7 數控機床故障設置及排除裝置考核界面
5、結論
在現有的數控機床裝調實訓臺中嵌入數控機床故障設置及排除裝置,可解決數控機床電路故障設置及排除和數控機床系統參數設置及排除兩個問題,實現了故障設置及排除功能。該裝置保留了學生及其他受訓人員在數控機床故障診斷及排除過程中人為故障診斷及現場恢復的技能訓練,滿足了維修人員的培養需求;又避免了在訓練過程中由于經常插拔數控機床硬件線路,造成數控機床硬件使用壽命縮短的情況,進而延長使用壽命。