


 8
8
當前位置:上海育仰科教設備有限公司>>技術文章>>PLC的氣動機械手控制系統設計分析

PLC的氣動機械手控制系統設計分析
機械手是在機械化、自動化生產過程中發展起來的、并廣泛應用于工業生產領域的一種新工具。在電子信息技術快速發展和廣泛應用的現代化社會,機器人的研制與生產在高新技術領域掀起一陣狂瀾,同時推動了機械手的發展,使機械手逐漸實現與機械化、自動化的有機結合。氣動技術是實現自動化控制的一項重要技術,它以空氣為壓力介質,不易形成環境污染,尤其是在非污染行業中的應用廣泛,能更加便捷地實現自動化控制。但傳統的機械手操作中通常保留2~3個自由度,在一定范圍內限制了機械的靈活度。而可編程邏輯控制器(PLC) 以其易編程、結構簡單、性能強大、可靠性高等優勢得到了工業生產自動控制領域的廣泛認可。因此,本文結合機械手控制存在的問題,提出一種基于PLC控制的多角度氣動機械手控制系統,從而提高系統運行的可靠性和實用性。
1、氣動機械手結構
機械手實際上是模擬人手動作而設計的一種機械設備,它根據使用者編入的程序或指令來實現固定軌跡下的自動抓取與搬運等動作,實現工業生產的自動化控制。結合氣動機械手及相關電子器件,本文設計的氣動機械手結構主要包括傳感器、直線導軌、行程開關、氣缸、定位開關、步進電機、支架等部件; 控制系統采用標準模塊化設計,主要包括氣動裝置和PLC控制系統。傳感器作為反饋檢測元件,對PLC提供信號控制氣動裝置中的電磁閥,PLC控制系統作為主控器,可實現對整個機械手的控制,zui終使機械手完成上升、下降、旋轉等動作。
本文設計的氣動機械手工作壓力介于0.6MPa~1.0MPa 之間。機械手借助2個直線運動與1個旋轉運動實現物品的搬運任務; 轉動需在擺動臂、擺動氣缸、擺動位置微動開關、軸向止推軸承等部件的相互協作下實現,其工作行程為0°~180°; 升降運動則在升降氣缸、垂直導柱與導軌、滑動導柱等部件的共同作用下完成,其工作行程為0~150cm; 手部需在氣缸、彈簧的作用下完成夾持工件操作,夾持力的大小可通過彈簧預壓縮量進行調節。該機械手的主要任務是將生產線上的工件根據工件合格與否搬運到不同分支的流水線上。具體結構如圖1 所示。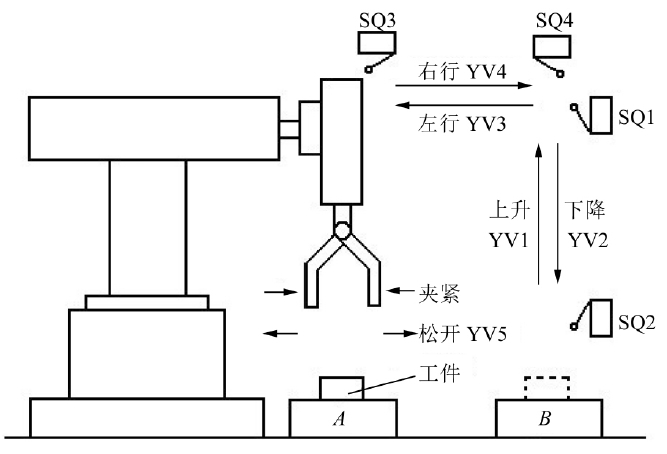
圖1 氣動機械手的工作過程
如圖1 所示,本文設計的機械手是將工件從A處傳遞到B 處,YV1、YV2、YV3、YV4 表示機械手執行不同動作( 依次代表: 上升、下降、左行、右行) 的電磁閥; YV5 用于控制通電與斷電情況下對工件的夾放操作,避免通電后工件掉落情況發生。SQ1、SQ2 和SQ3、SQ4 分別為機械手工作臂上、下限位和左、右限位的位置開關。
2、氣動控制回路設計
結合回路控制方法,系統具體的邏輯控制如圖2所示。在該邏輯控制中采用雙向調速回路方法對系統進行控制。其中B1、B2為安裝在推料氣缸的兩個極限工作位置的磁性傳感器,Y1、Y2為控制氣缸的電磁閥。通過圖2 的雙向調速控制回路系統看出,本文所設計的氣動機械手主要包括4個回路,分別用于控制機械手的升、降、伸、縮、抓緊與放松及旋轉。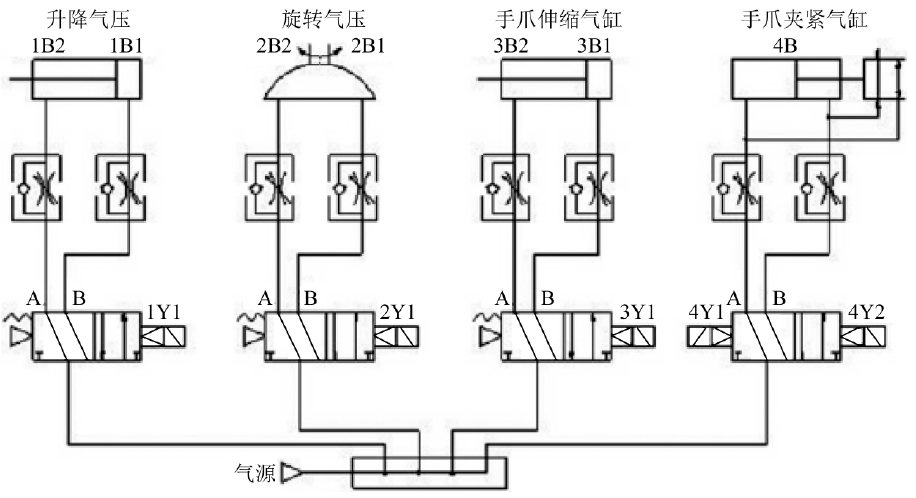
圖2 系統氣動原理
在氣動回路設計過程中,通過PLC 來控制換向閥實現自動換向; 通過調節節流閥的節流口流量來控制氣缸運動的速度。
3、PLC控制系統設計
3.1總體設計
PLC的運行是借助相關算法來實現物理量的輸入與輸出,以便獲得工業生產所需數據信息,整個工作過程包括輸入處理、執行程序和輸出處理3個階段,即一個掃描周期,掃描周期所需時間長短某種程度上決定了控制速度。
PLC開始運行之后,首先以掃描方式有序讀取全部輸入輸出數據,并將讀取到的內容存儲到I/O對應的內部寄存器,在用戶執行程序時,這些輸入點在內部寄存器內的狀態和數據一般是穩定的,而其他輸出點則可能出現相應變化,當完成掃描工序后,PLC開始進行輸出處理,此時CPU會根據內部寄存器內對應的狀態和數據刷新,并更新到與內部寄存器對應的I/O口上,再經輸出電路驅動相應的外設。PLC控制系統總體設計方案如圖3所示。
如圖3 所示,整個控制系統由觸摸屏、PLC、電磁閥、磁性開關、壓力變送器、指示燈、報警器等元器件組成。PLC控制系統設計中,采用主站加從站的分布式控制模式,其功能分別是實現從站之間的數據通信,以及對各自控制單元的控制。在系統實現過程中,監控中心設置上位機,在上位機上基于WinCC 開發了對控制系統進行實時監控的監控系統,不同的從站點分別設置相應的觸摸屏,以達到實時監控與顯示控制單元控制狀態的目的,機械手單元的控制系統選擇的是從站PLC + 觸摸屏的模式,前者可實現系統控制邏輯關系,后者則是方便
人機交互。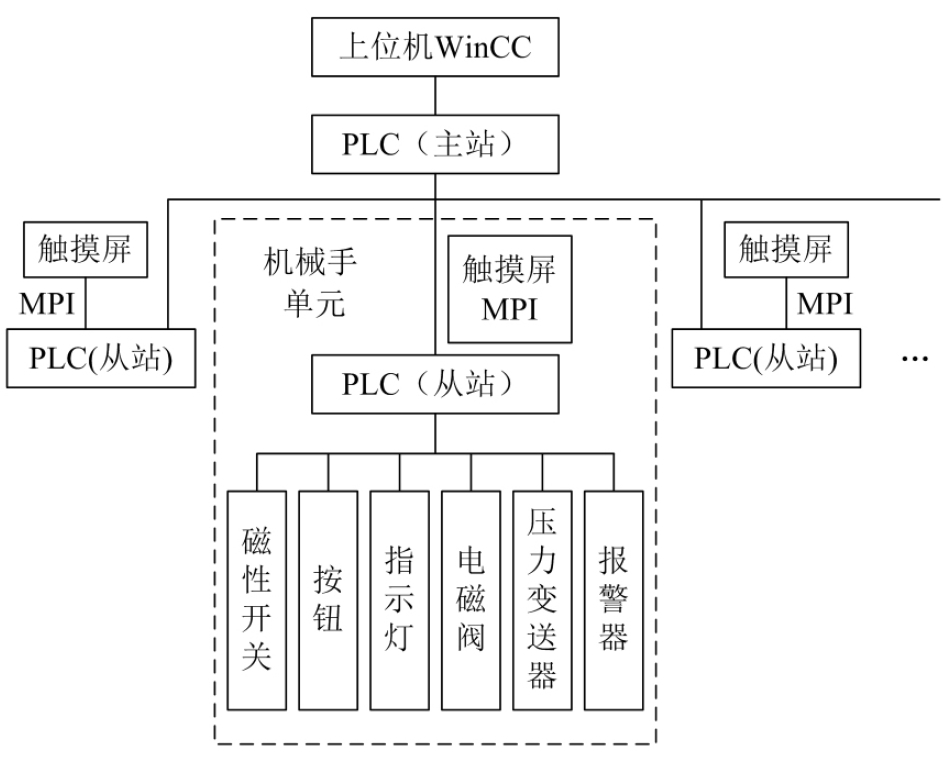
圖3PLC控制方案
3.2 I/O端口的分配
根據機械手的工作狀態和操作信息共需要11個輸入量、8 個輸出量,根據控制要求及端子數,本文選用西門子S7 - 200 系列的CPU226 AC /DC /RLY 型PLC,CPU226 AC /DC /RLY 具有24 點輸入、16 點輸出,I /O 點數共計40 點,它可以有7 個擴展模塊,zui大可擴展248 點的輸入/輸出。X0~X7 分別代表手動、回原點、單步、運行、單周期、連續、啟動、停止等8 個按鈕; X20 ~ X27 分別代表左轉、右轉、伸出、縮回、提升、下降、夾緊、松開等8 個按鈕; Y1 ~ Y7 分別代表左轉、右轉、伸出、縮回、提升、下降、夾緊、松開等8 個輸出功能。
3.3 控制程序設計
控制程序作為PLC 控制的核心,其程序設計的關鍵將直接決定系統運行的好壞。本文采用模塊化設計思想,即“化整為零”的方法,將機械手整個的控制程序分為公用程序、手動程序和自動程序3 大段,機械手運行時首先會執行公用程序,然后當選擇手動工作方式(手動或單步)時,X0 或X2 會接通并跳至手動程序; 當選擇自動工作方式( 單周期或連續) 時,X0 或X2 斷開,而X3 或X4 會接通并跳至自動程序。
3.4 PLC 通訊實現
通訊是控制系統的重要組成部分。本文對通訊系統的設計采用S7 - 200,同時通訊驅動程序選擇“STIMATIC S7- 200”。對系統的通訊來講,其中觸摸屏和PLC 的通訊通常包括MPI、DP 和以太網三種方式實現,而觸摸屏接口可選擇IFBI 接口和以太網接口,其中MPI、DP 通訊均通過IFBI 接口,而以太網通訊則通過以太網接口。本文結合上述的特點,選擇IFBI 通訊接口,再選擇MPI 通訊方式,PC 機、觸摸屏、PLC 與zui高站的地址分別設置為0,1,2,3,PLC 的插槽與機架要和PLC 的硬件安裝相對應。
本文結合機械手的相關原理和PLC 開發技術,設計了基于PLC 的機械手控制系統,并從機械手結構、啟動控制回路、PLC 控制設計等方面對系統進行了詳細的設計,從而實現了手動/自動的多角度機械手運動控制,提高機械手控制精度,增強系統的實用性,為當前機械手控制系統設計提供參考。