 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網










| 產地類別 | 進口 | 應用領域 | 化工,石油,電子,交通 |
|---|
潯之漫智控技術有限公司 上海詩慕自動化設備有限公司
本公司銷售西門子自動化產品,*,質量保證,價格優勢
西門子PLC,西門子觸摸屏,西門子數控系統,西門子軟啟動,西門子以太網
西門子電機,西門子變頻器,西門子直流調速器,西門子電線電纜
我公司大量現貨供應,價格優勢,*,德國*
 |
| 參考價 | 面議 |
更新時間:2020-05-19 11:32:26瀏覽次數:154
聯系我們時請說明是化工儀器網上看到的信息,謝謝!
 |
 |
|
|
|
新余西門子專業變頻器代理商 新余西門子專業變頻器代理商
潯之漫智控技術有限公司 上海詩慕自動化設備有限公司
本公司銷售西門子自動化產品,*,質量保證,價格優勢
西門子PLC,西門子觸摸屏,西門子數控系統,西門子軟啟動,西門子以太網
西門子電機,西門子變頻器,西門子直流調速器,西門子電線電纜
我公司大量現貨供應,價格優勢,*,德國*
SIMATIC S7-1200系列功能和市場定位介于西門子S7-200CN和S7-300之間,主要是集成了運動控制,高速計數功能。(因為這兩個功能模塊在300、400系列中都屬于高階產品,比較貴)我想1200是西門子針對運動控制的一個成套設備集成產品。主要為了給點數不多的高速運動控制系統,大型機械制造廠商提供一個價格低廉的運動控制器用于他們產品的集成。
200、300、400大的區別是應用的規模上不同。在實際工程應用中200控制點數一般不會超過64個;300的系統一般不超過512個;400則基本上就是大型系統了上千點都平常。當然系統的控制點數是受限于CPU的尋址能力、存儲器容量和授權點數以及設計思想的。這些參數都可以查詢手冊得到。一般選擇的哪一個系列都要選擇在適中,不要讓你的系統工作在手冊說明的規模點數上限值附近。
200與300、400差別比較大;主要差別集中在編程工具上;因為300、400都可以使用step7編程,200使用的是MicroWin,界面差別很大。
200終究是小系統,沒有上位機的支持,總線通訊能力只支持從站方式,受限于自身的尋址能力、運算速度、所以應用范圍是小規模順序控制比較合適。
300、400系統可以遠程管理,通訊能力強支持以太網和多種現場總線。上位機集控、顯示以及可以為更高層的ERP系統提供生產數據實時采集等等。
400大的特點是支持冗余,200、300系統不支持。
所以,200可以奠定你的編程邏輯基礎。學習300、400可以使你能做大型工程。
要想做好大型工程,還需要你對結構化編程思想、上位機軟件、現場總線調試、工控網絡、第三方設備集成都要熟練運用。

簡介西門子S7-300 PLC和70系列變頻器位置控制的應用
西門子股份公司是大的機電類公司之一,1847年由維爾納·馮·西門子建立。西門子是大的電氣和電子公司之一,也是中國著名和推崇和尊敬的企業公民之一。德國 西門子公司生產的可編程序控制器 在我國的應用也相當廣泛,在冶金、化工、印刷生產線等領域都有應用。西門子公司的PLC產品包括LOGO,S7-200,S7-300,S7-400,工業網絡 ,HMI人機界面,工業軟件等。 西門子S7系列PLC體積小、速度快、標準化,具有網絡通信能力,功能更強,可靠性更高。S7系列PLC產品可分為微型PLC,小規模性能要求的PLC和中、高性能要求的PLC。
德國西門子S7-300 PLC S7-300是模塊化小型PLC系統能滿足中等性能要求的應用。各種單獨的模塊之間可進行廣泛組合構成不同要求的系統。與S7-200 PLC比較,S7-300 PLC采用模塊化結構,具備高速的指令運算速度;用浮點數運算比較有效地實現了更為復雜的算術運算;一個帶標準用戶接口的軟件工具方便用戶給所有模塊進行參數賦值;方便的人機界面服務已經集成在S7-300操作系統內,人機對話的編程要求大大減少。SIMATIC人機界面從S7-300中取得數據,S7-300按用戶的刷新速度傳送這些數據。S7-300操作系統自動地處理數據的傳送;CPU的智能化的診斷系統連續監控系統的功能是否正常、記錄錯誤和特殊系統事件多級口令保護可以使用戶高度、有效地保護其技術機密,防止未經允許的復制和修改;S7-300 PLC設有操作方式選擇開關,操作方式選擇開關像鑰匙一樣可以拔出,當鑰匙拔出時,就不能改變操作方式,這樣就可防止非法刪除或改寫用戶程序。具備強大的通信功能,S7-300 PLC可通過編程軟件Step 7的用戶界面提供通信組態功能,這使得組態非常容易、簡單。S7-300 PLC具有多種不同的通信接口,并通過多種通信處理器來連接AS-I總線接口和工業以太網總線 系統;串行通信處理器用來連接點到點的通信系統;多點接口集成在CPU中,用于同時連接編程器、PC機、人機界面系統及其他SIMATIC S7/M7/C7等自動化控制系統。
一。 概述
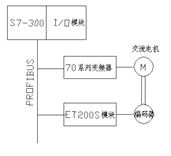
在自動化控制領域中,相同功能有不同實現方式,針對不同的設備對精度和響應速度的要求,選用合適的定位控制系統以實現的性價比。本文介紹的一種應用西門子S7-300 PLC的高速計數模塊ET200S和70系列變頻器通過PROFIBUS總線通訊的功能來實現的定位控制的實際應用。
二。 控制思路
橫移車是鋼管生產線中*的輔機設備,它主要完成將前一工序生產的鋼管搬運到下一工序,或有序地暫放在臺架的每個工位上。隨著對生產線自動化程度要求的日益提高,減輕操作人員的工作量和操作失誤。要求對橫移車實現全自動準確定位控制。
其控制核心就是利用裝在橫移車車輪上的編碼器采集的位置信號,通過PLC的高速計數模塊讀取,CPU經過運算處理與設定位置作比較,控制變頻器的多段速度,從而實現橫移車的準確 定位控制。因為考慮到控制成本和操作方便,采用PROFIBUS總線控制方式,減少了布線,控制方便,靈活。
三。系統的構成和特點
1.PLC作為控制的核心,主要用來接收編碼器的反饋信號,與設定的位置信號作比較,通過通訊功能來控制變頻器的輸出頻率減小,提前減速,到位前低速運轉,到位時準確停止。為了實現精確定位還設有零位置傳感器,到零位時將計數器的計數值清零,消除累積誤差,保證定位的準確,使橫移車能平穩地放下和舉起鋼管。
由于放置主站CPU和變頻器的控制柜與橫移車比較遠,在橫移車上放置了遠程I/O模塊和高速計數器模塊ET200S,通過 PROFIBUS總線相連,將現場的傳感器,編碼器信號直接連接在遠程I/O和計數模塊上,減少了現場的走線和故障的發生,維護方便。通訊速率可過 1.5M,整個系統的系統框圖如1。
由于使用通訊功能,可以省去用于控制變頻器的幾個輸出點,PLC的輸出點也減少了。
2.高速計數器模塊ET200S的應用
控制系統中所選的編碼器分辨率為2048P/R,輪徑φ250,齒輪比3,可計算出脈沖精度:250×3.14/2048×3=0.127mm/脈。能*橫移車的準確定位精度。
精確定位過程如下:
 |
|
 |
|
 |