 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網










| 產地類別 | 進口 | 應用領域 | 化工,石油,電子,交通 |
|---|
潯之漫智控技術有限公司 上海詩慕自動化設備有限公司
本公司銷售西門子自動化產品,*,質量保證,價格優勢
西門子PLC,西門子觸摸屏,西門子數控系統,西門子軟啟動,西門子以太網
西門子電機,西門子變頻器,西門子直流調速器,西門子電線電纜
我公司大量現貨供應,價格優勢,*,德國*
 |
| 參考價 | 面議 |
更新時間:2020-05-19 13:12:09瀏覽次數:161
聯系我們時請說明是化工儀器網上看到的信息,謝謝!
 |
 |
|
|
|
南陽西門子專業變頻器代理商 南陽西門子專業變頻器代理商
潯之漫智控技術有限公司 上海詩慕自動化設備有限公司
本公司銷售西門子自動化產品,*,質量保證,價格優勢
西門子PLC,西門子觸摸屏,西門子數控系統,西門子軟啟動,西門子以太網
西門子電機,西門子變頻器,西門子直流調速器,西門子電線電纜
我公司大量現貨供應,價格優勢,*,德國*
。 概述
在自動化控制領域中,相同功能有不同實現方式,針對不同的設備對精度和響應速度的要求,選用合適的定位控制系統以實現的性價比。本文介紹的一種應用西門子S7-300 PLC的高速計數模塊ET200S和70系列變頻器通過PROFIBUS總線通訊的功能來實現的定位控制的實際應用。
二。 控制思路
橫移車是鋼管生產線中*的輔機設備,它主要完成將前一工序生產的鋼管搬運到下一工序,或有序地暫放在臺架的每個工位上。隨著對生產線自動化程度要求的日益提高,減輕操作人員的工作量和操作失誤。要求對橫移車實現全自動準確定位控制。
其控制核心就是利用裝在橫移車車輪上的編碼器采集的位置信號,通過PLC的高速計數模塊讀取,CPU經過運算處理與設定位置作比較,控制變頻器的多段速度,從而實現橫移車的準確 定位控制。因為考慮到控制成本和操作方便,采用PROFIBUS總線控制方式,減少了布線,控制方便,靈活。
三。系統的構成和特點
1.PLC作為控制的核心,主要用來接收編碼器的反饋信號,與設定的位置信號作比較,通過通訊功能來控制變頻器的輸出頻率減小,提前減速,到位前低速運轉,到位時準確停止。為了實現精確定位還設有零位置傳感器,到零位時將計數器的計數值清零,消除累積誤差,保證定位的準確,使橫移車能平穩地放下和舉起鋼管。
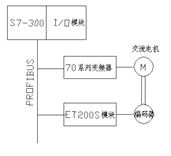
由于放置主站CPU和變頻器的控制柜與橫移車比較遠,在橫移車上放置了遠程I/O模塊和高速計數器模塊ET200S,通過 PROFIBUS總線相連,將現場的傳感器,編碼器信號直接連接在遠程I/O和計數模塊上,減少了現場的走線和故障的發生,維護方便。通訊速率可過 1.5M,整個系統的系統框圖如1。
由于使用通訊功能,可以省去用于控制變頻器的幾個輸出點,PLC的輸出點也減少了。
2.高速計數器模塊ET200S的應用
控制系統中所選的編碼器分辨率為2048P/R,輪徑φ250,齒輪比3,可計算出脈沖精度:250×3.14/2048×3=0.127mm/脈。能*橫移車的準確定位精度。
精確定位過程如下:
首先設定好橫移車運行的一個方向為正方向,當橫移車向設定的位置運行時,高速計數器自動進行加/減速計數,在距離設定位置300—400mm時,控制變頻器的輸出頻率,以低速運行,在到達設定的位置時,停止變頻器的輸出,同時實施機械抱閘,完成了準確定位。
讀取高數計數模塊的程序段如下:
L PID 272 //模塊開始地址,將計數器模塊狀態值存放到MD20~MD27
T MD 20 //當前計數值
L PID 276
T MD 24
L 123 //裝載比較值
T MD 30
SET
= M 34.0 //打開軟件門
A M 10.0 //使能傳送比較值功能
= M35.2
L MD 30
T PQD 272
L MD 34
T PQD 276
3.PLC和變頻器通訊
在CPU進行硬件配置時,對掛在總線PROFIBUS 站點都分配了物理地址,PLC與變頻器進行通訊也有相應的物理地址,CPU內部有通訊功能塊SFC14,SFC15,使用內部的寄存器DB塊存放數據,當PLC對變頻器進行數據的寫入和讀出時,就需知道PLC和變頻器定義的相關功能的地址,然后依據這些地址進行數據的寫入和讀出,才能實現對變頻器的控制。
此控制系統變頻器需設定的參數介紹如下:
P60=1,P53=6,P554=3100,P571=3101
P572=3102,P443=3002,P566=3107
P734.1=32,,P734.2=148
其它的參數可以按出廠默認值即可
結束語
通過這次的電氣改進,現場布線減少,自動化程度提高了,人為參與減少了,加強了安全生產。生產效率有了很大的提高,通訊控制替代了硬接線的端子控制,不僅降低了成本,面且操作更方便,性價比更優異。也證明了西門子PLC和變頻器的通訊功能非常強大和好用。
 |
|
 |
|
 |