
您好, 歡迎來到化工儀器網(wǎng)! 登錄| 免費(fèi)注冊(cè)| 產(chǎn)品展廳| 收藏商鋪|
您好, 歡迎來到化工儀器網(wǎng)! 登錄| 免費(fèi)注冊(cè)| 產(chǎn)品展廳| 收藏商鋪|

13712205839
熱烈祝賀京九橡塑制品廠訂購大中儀器產(chǎn)無轉(zhuǎn)子硫化儀!
大中儀器專業(yè)研發(fā)生產(chǎn)無轉(zhuǎn)子硫化儀
無轉(zhuǎn)子硫化儀詳細(xì)介紹:
硫化試驗(yàn)儀是橡膠加工行業(yè)控制橡膠質(zhì)量,快速檢驗(yàn)及橡膠基礎(chǔ)研究應(yīng)用zui廣泛的儀器,為橡膠*化配方組合提供了的數(shù)據(jù),可測出焦燒時(shí)間、正硫化時(shí)間、硫化指數(shù)及zui大、zui小轉(zhuǎn)矩等參數(shù)。
硫化儀給出橡膠硫化工藝檢測膠料在硫化溫度下的交聯(lián)速度隨時(shí)間變化的關(guān)系曲線.從而確定膠料配方*硫化點(diǎn)和選擇合理硫化條件的重要檢測手段
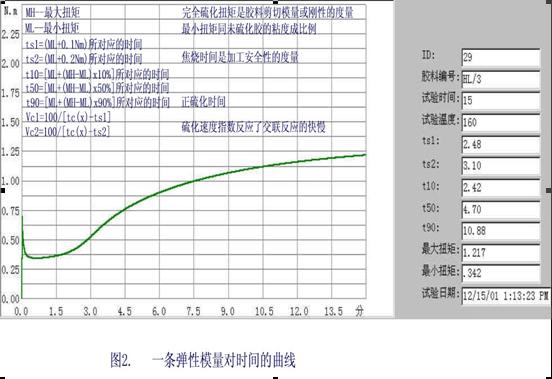
本儀器提供一條彈性模量S’對(duì)時(shí)間的曲線,這條光滑曲線在理想情況下適用于直接比較試驗(yàn).
橡膠試片置于給定溫度和壓力的模腔內(nèi),以小角度擺動(dòng)模腔或轉(zhuǎn)子,施于試片以剪切應(yīng)變,擺動(dòng)模腔(或圓盤)所需的力(扭矩)正比于橡膠的剛性(剪切模量).橡膠試片在硫化過程中形成交聯(lián)時(shí),其剛性增加,所記錄的轉(zhuǎn)矩值或增至平衡值,或增至zui大值,于是得到一條完整的硫化曲線,獲得硫化曲線所需要的時(shí)間取決于試驗(yàn)溫度和橡膠試樣.
什么是硫化?硫化過程怎樣產(chǎn)生?硫化條件如何確定?
硫化過程是橡膠大分子鍵發(fā)生化學(xué)交聯(lián)反應(yīng)的過程,硫化也就是在加熱條件下,膠料中的生膠與硫化劑發(fā)生化學(xué)反應(yīng),使膠料由線性結(jié)構(gòu)的大分子交聯(lián)成為立體網(wǎng)狀結(jié)構(gòu)的大分子,并使膠料的物理機(jī)械性能及其他性能有明顯的改善,這一過程稱為硫化,就大多數(shù)橡膠制品來說(特別在工業(yè)生產(chǎn)中),這種交聯(lián)反應(yīng)的過程是在一定的溫度,時(shí)間,和壓力的條件下完成的,這些條件稱為硫化條件,而如何來制定制品的硫化條件,以及如何在生產(chǎn)中使這些已確定下來的條件得以實(shí)施,這些就是在硫化工藝中的技術(shù),而硫化儀能方便正確地完成這一工作.
大中公司所生產(chǎn)硫化儀性能*,操作方便,直觀,價(jià)格已大眾化,現(xiàn)在逐步得到普及.
智能測控模塊能獨(dú)立完成數(shù)據(jù)采集和溫度控制.
溫度控制采用變結(jié)構(gòu)自適應(yīng)控制,溫控迅速,溫度穩(wěn)定,數(shù)據(jù)采集應(yīng)用24位A/D轉(zhuǎn)換和傅立葉變換處理,數(shù)據(jù)采集.智能測控模塊目前在國內(nèi)外處于地位.
智能測控軟件完成將溫度和硫化曲線在電腦的實(shí)時(shí)顯示和數(shù)據(jù)存儲(chǔ)于實(shí)時(shí)數(shù)據(jù)庫,大量數(shù)據(jù)可進(jìn)行檢索,統(tǒng)計(jì),分析.只要電腦硬盤的容量足夠大,試驗(yàn)數(shù)據(jù)就能大量*保存而不會(huì)丟失,這對(duì)企業(yè)的產(chǎn)品質(zhì)量的提高是相當(dāng)有益的.
對(duì)于具有明顯zui大力矩的典型硫化曲線,各種硫化參數(shù)都可以從曲線上確定:
1) 起始力矩M0 : 反映試驗(yàn)開始時(shí)膠料的起始粘度;
2) zui小力矩ML: 反映膠料在硫化溫度下的粘度;
zui小力矩與膠料可塑性有良好的相關(guān)性,與可塑性是負(fù)相關(guān),即可塑性大,則zui小力矩小,可塑性小, 則zui小力矩大
3) zui大力矩MH:為理論上的正硫化時(shí)間,代表zui大交聯(lián)度,取值可以沿zui小力矩點(diǎn)作一條與時(shí)間軸平行的延線,則從延線到硫化曲線平坦部分之間的間距即為zui大力矩,zui大力矩顯示了膠料的物理特性,即zui大力矩與膠料硬度及定伸有良好的相關(guān)性,是正相關(guān)zui大力矩大則膠料硬度和定伸高
4) 焦燒時(shí)間ts1(或t10):膠料在硫化溫度下加熱至出現(xiàn)焦燒的時(shí)間.由于橡膠具有熱積累的特性,所以膠料的實(shí)際焦燒時(shí)間包括操作焦燒時(shí)間和剩余焦燒時(shí)間, 操作焦燒時(shí)間是指在橡膠加工過程中由于熱積累效應(yīng)所消耗的時(shí)間,它取決于加工程度(如膠料翻煉次數(shù),熱煉程度,壓延,壓出等), 剩余焦燒時(shí)間是指膠料在模型加熱時(shí)保持流動(dòng)性的時(shí)間,對(duì)于一般的膠料來說,經(jīng)過不同工藝加工后的膠料剩余焦燒時(shí)間是不同的.
焦燒時(shí)間t10=[ML+(MH-ML)x10%]所對(duì)應(yīng)的時(shí)間,意即:此膠料已達(dá)到10%的
交聯(lián)度,已不適應(yīng)加工了;標(biāo)準(zhǔn)采用ts1作為焦燒點(diǎn):當(dāng)硫化儀振幅為1°角時(shí),焦燒點(diǎn)用ts1表示,ts1=(ML+0.1NM)所對(duì)應(yīng)的時(shí)間;如用3°角時(shí), 則焦燒點(diǎn)用ts2表示, ts2=(ML+0.2NM)所對(duì)應(yīng)的時(shí)間.
試驗(yàn)時(shí)轉(zhuǎn)子(或模腔)振幅大,曲線轉(zhuǎn)矩也大,但采用大振幅時(shí),膠料硫化后試料與模腔間容易打滑,所以為了防止打滑,目前傾向于采用小振幅進(jìn)行試驗(yàn),另外,轉(zhuǎn)子污染也是造成打滑的原因之一,且振幅愈小時(shí),干凈與污染的轉(zhuǎn)子所繪的硫化曲線比較接近,從這一點(diǎn)上說采用小振幅進(jìn)行試驗(yàn)也是比較好的,同時(shí)為了試驗(yàn)的正確性,應(yīng)經(jīng)常使轉(zhuǎn)子(或模腔體)保持清潔.
5) 正硫化時(shí)間(zui宜硫化時(shí)間)t90:代表膠料達(dá)到*性能狀態(tài)時(shí)的硫化時(shí)間,也是工藝上的正硫化時(shí)間,t90=[ML+(MH-ML)x10%]所對(duì)應(yīng)的時(shí)間,習(xí)慣上,正硫化時(shí)間是指抗張強(qiáng)度達(dá)到zui高點(diǎn)略前的時(shí)間,或取定伸曲線迅速下降的那個(gè)轉(zhuǎn)折點(diǎn),也有以抗張強(qiáng)度zui高值的點(diǎn)作為正硫化點(diǎn)的,實(shí)際上,從硫化曲線的發(fā)展來看,在熱硫化階段中,力矩上升速度很快,隨后則轉(zhuǎn)為緩慢上升,至出現(xiàn)zui大值(或繼續(xù)緩慢上升,或轉(zhuǎn)為下降),也就是說,大部分90%的交聯(lián)鍵是在熱硫化階段生成,只有小部分(10%以下)的交聯(lián)鍵是在后繼階段生成的,所以從經(jīng)濟(jì)角度來看,一般選用t90作為工藝上的正硫化時(shí)間,對(duì)于大多數(shù)制品來說,選用t90作為正硫化時(shí)間,已基本上滿足使用性能的要求.
6) 硫化速率:它是反映硫化反應(yīng)進(jìn)行得快慢的一個(gè)參數(shù),膠料的硫化速率與配方
中的促進(jìn)劑品種及用量有關(guān),其取值為t90與t10之差的倒數(shù),在陡峭區(qū)域內(nèi),硫化曲線的斜率就是兩個(gè)點(diǎn)(即t90與t10兩個(gè)點(diǎn))間的力矩差除以時(shí)間差.
技術(shù)參數(shù):
請(qǐng)輸入賬號(hào)
請(qǐng)輸入密碼
請(qǐng)輸驗(yàn)證碼
以上信息由企業(yè)自行提供,信息內(nèi)容的真實(shí)性、準(zhǔn)確性和合法性由相關(guān)企業(yè)負(fù)責(zé),化工儀器網(wǎng)對(duì)此不承擔(dān)任何保證責(zé)任。
溫馨提示:為規(guī)避購買風(fēng)險(xiǎn),建議您在購買產(chǎn)品前務(wù)必確認(rèn)供應(yīng)商資質(zhì)及產(chǎn)品質(zhì)量。

