 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號











概述
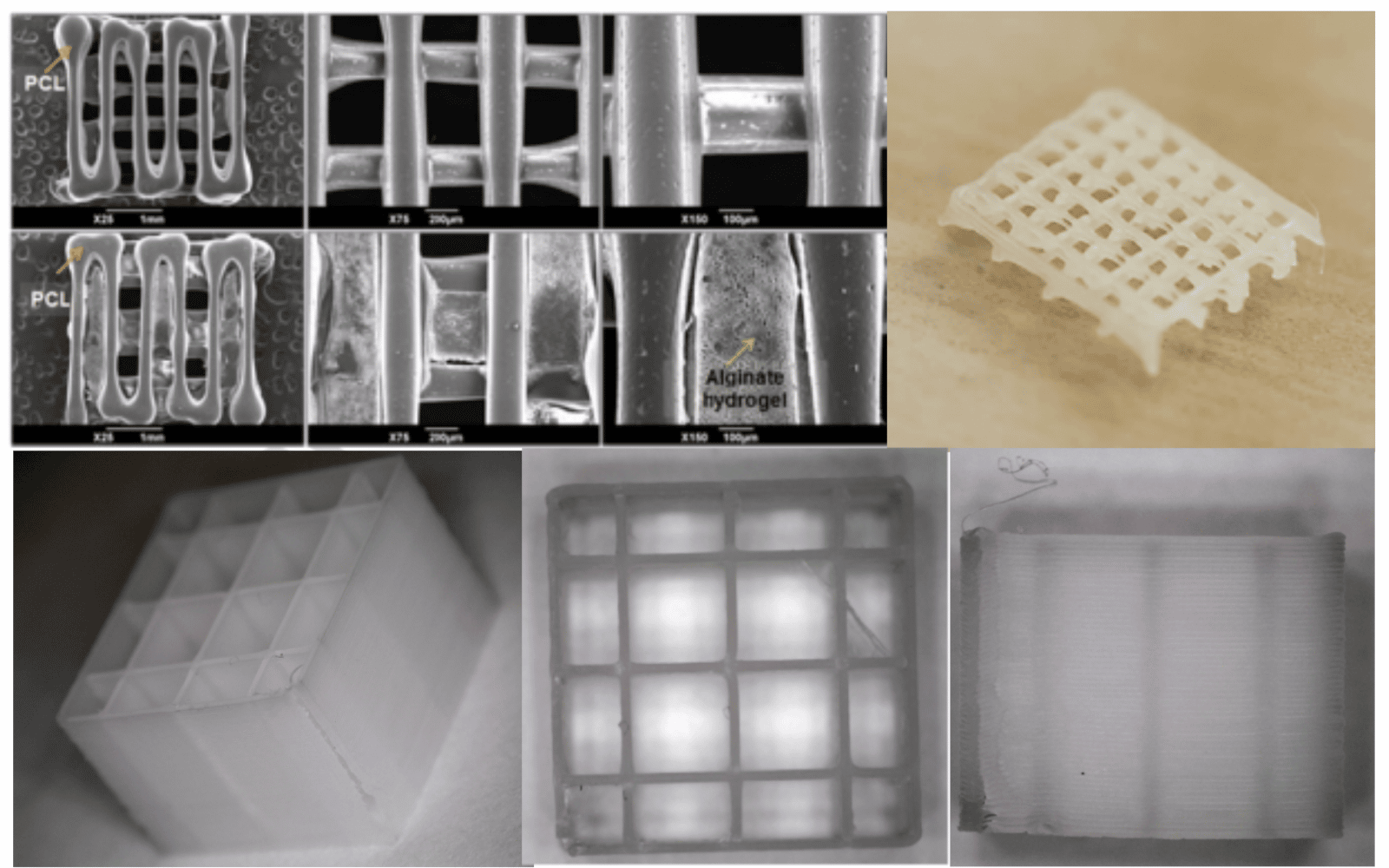
PCL(聚己內酯)是一種熱塑性聚合物,可以增強對 3D 打印結構機械性能的控制。它是專門為3D結構的生物打印而開發和優化的。PCL可以單獨使用,也可以用基質生物墨水(如明膠甲基丙烯酸酯)打印。遵循此協議使用PCL進行生物打印構建體。
以下說明中提供的推薦制劑可產生一種易于打印的生物材料,可創建可重復的 3D 打印結構;但是,用戶可以修改準備工作以滿足他們的需要。


材料
PCL的
MT27 金屬針
金屬注射器(5 mL 或 10 mL))
用于打印的培養皿或孔板
砂紙、油漆膠帶或粗糙的印刷表面用于層附著力
使用PCL對硬組織進行生物打印的方法
材料準備:熱法
將PCL裝入金屬注射器中。
注意:使用金屬漏斗以方便將材料裝入金屬注射器。
注意:我們建議用 PCL 顆粒填充整個金屬注射器到頂部,以便熔化時注射器將包含大約 4 mL 的材料。
將金屬針頭擰在金屬注射器上。
將擠出機溫度設置為 110°C。
將金屬注射器裝入擠出機。
等待大約 20 分鐘,直到 PCL 熔化,然后再開始打印。
打印設置: 熱法
| 速度 (mm/s) | 層高 (mm) | 噴嘴直徑 (mm) | 軌距 | 壓力 (PSI) | 打印溫度 (°C) |
| 1.0 | 0.1 | 0.233 | MT30系列 | 100 | 110 |
| 1.0 | 0.1 | 0.335 | MT27系列 | 100 | 110 |
| 2.0 | 0.15 | 0.437 | MT25系列 | 100 | 120 |
| 3.0 | 0.15 | 0.564 | MT23系列 | 100 | 100 |
| 3.0 | 0.15 | 0.400 | 調頻400 | 100 | 100 |

故障 排除
如果在打印過程中觀察到穿線,請嘗試降低打印速度、使用內徑較小的噴嘴或提高擠出機溫度。
如果打印結構變形并從打印表面抬起,請確保將床溫度設置為 30-40°C。
可能需要使用膠帶將培養皿牢固地固定在打印床上,以免在打印過程中移動位置。
如果打印結構的高度大于寬度,則它更有可能從打印表面脫落。為防止這種情況,請使用帶紋理的打印表面,例如砂紙打印表面。
我們希望您發現該協議有助于使用PCL進行硬組織生物打印!


免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。



 采購中心
采購中心