當前位置:新鄉市創博機械設備有限公司>>振動設備>>電磁振動給料機>> GZ1哈爾濱GZ1電磁給料機價格





| 應用領域 | 環保,石油,地礦,能源,建材 |
|---|
哈爾濱GZ1電磁給料機價格
l、安裝
(1)本系列電振機均為懸掛式安裝,其中振動器的懸掛杠桿應垂直吊掛,為了減少給料機的橫向擺動,給料槽懸掛吊桿應向外張開10。布置。四個懸掛吊桿吊掛在具有足夠剛度的結構上,對于大型給料機為了維修和更換料槽方便,應布置移動滑架懸掛吊桿。
(2)安裝時一般不受拆卸安裝,安裝后的給料要周圍應有一定的游動間隙,使給料機處于自由狀態。
(3)安裝后的給料機橫向應水平,以免給料機工作時物料向一側偏移。
(4)按控制原理圖進行接線,并進行接地保護。
(5)安裝完的給料機在試運轉前必須松開檢修時用的聯接叉定位螺栓,然后用螺母鎖緊,參看圖2。

2、調整
給料機出廠前已經調試好,經過現場試車各項基本參數達不到設計要求時,應進行一些必要的調試,其步驟如下:
(1)調整鐵芯銜鐵之間的裝配氣隙;
GZ系列電振給料機振動器的設計氣隙為2毫米(即鐵芯和銜鐵的裝配間隙)如果裝配間隙偏大,將會引起電流的顯著增大,以至燒毀線圈;相反,如果氣隙偏小,則鐵芯和銜鐵將容易發生碰撞,造成鐵芯和銜鐵的損壞。本系列電振給料機裝配氣隙的調整是用鐵芯凸耳的長孔(DZl一DZ5)或鐵芯后部的四個調整螺栓(DZ6一DZ9)來實現的。在調整裝配氣隙的同時,鐵硅和銜鐵的兩個工作面必須保持平行,調整好后再把調整螺栓鎖緊。
(2)彈性系統的調諧:本系列電振機的調諧是通過調整板彈簧組的數來實現的。調諧時,首先擰緊板彈簧的頂緊螺栓并松開裝配用的聯接叉定位螺栓(參看圖2)然后接通電源,調節電位器旋鈕,逐漸增加電流,同時觀察振幅指示牌所示的振幅增大,電流下降,說明板彈簧組剛度增大,應適當減少板彈簧數。如果頂緊板彈簧的螺栓放松之后,振幅更加減小,則說明板彈簧組的剛度偏低,應適當增加板彈簧數。如果初開車,當電流達到額定值時振幅偏大,并超過額定值,則說明板彈簧剛度偏低,亦該適當增強板彈簧數。
如此反復進行,直至振幅、電流達到額定值為止(當振幅達到額定值時電流稍低于額定值亦可)

(四)使用和說明
1、振幅的測量
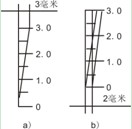
振幅指標牌如圖3(a)所示,其指示部分可為一直角三角形。當指示牌與槽體一起振動時,由于視覺暫留,則直角邊與斜邊形成一個交點,其交點所對應的標尺數即為被測槽體的雙振幅值,如圖3(b)所示,當雙振幅為2毫米時,交點就對應在標尺2處。
圖3
2、起動及停止
初次開動電振機前,應先將電位器旋鈕調至“零”位,接通電源后逐漸增大電流,直至額定值,以免由于意外原因燒毀控制箱和線圈。
本系列電振機允許在定額電壓、電流和振幅下直接起動與停車。
3、試運轉
給料機出廠前已進行時間不少于四小時的空載試車,設備在現場安裝調整完畢后一般也應該進行短期試運轉,在試動轉過程中振幅和電流除隨電網電壓波動而變化外應該是穩定不變的。
4、生產率的調節
電振給料機的生產率調節通常采用如下兩種方法:
(1)調節給料機的振幅,在額定振幅范圍內,通過旋轉控制箱電位器旋鈕或輸入自動控制信號可以直接調節振幅,從而可以無級地調節給料機的生產率。
(2)調節料倉閘門的開度,改變料層厚度,也可以達到調節給料機生產率的目的。
5、運行維護
給料機的運行過程中必須經常檢查經料槽振幅及電流的額定情況,如遇板彈簧頂緊螺栓松動或板彈簧斷裂,鐵芯和銜鐵之間氣隙發生變化或撞擊,必須立即處理。給料機在使用*周內必須每天每班檢查并擰緊所有頂緊螺栓,固定螺釘和螺帽。一周后可隔一天檢查并擰緊一次,直至設備運轉為止。
6、其它
振動器的密封罩必須蓋好,以防板彈簧之間的間隙堵塞。運行中其它故障,產生原因及處理方法
哈爾濱GZ1電磁給料機價格
請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,化工儀器網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。















 化工儀器網
化工儀器網